Composites
A composite material is produced from two or more constituent materials. These materials have notably dissimilar chemical or physical properties. Theseproperties are not a sum or an average of their ingredients. In most cases one of the components becomes a binder, which guarantees the consistency, stiffness and elasticity. The second component is a constructive one, it guarantees durability to compression and creates tensile strength.
Composites are used as construction materials in many industries, such as: building construction (concrete, reinforced concrete), air force and astronomy (parts of planes, rockets, satellites), car and rail industry (car springs and bumpers, brake pads), production of devices, tools and marine products (boats, skiis, poles and spears).
One of the composites is a laminate.
Technologies of laminate production:
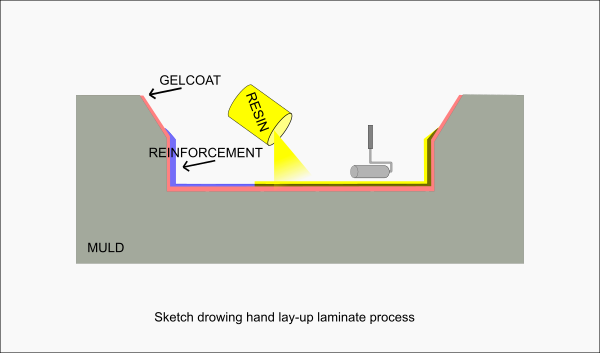
Hand lay-up process
Hand lay-up process is one of the oldest methods of composite manufacturing. The first successful attempts at manufacturing composite materials using mineral and artificial fibres took place at the end of the Second World War (in Germany and the USA). However, the development of the techniques started after 1950, along with the development of cheap polyester resin. There are certain steps to follow in the hand lay-up method. At first, dry fibres in the form of woven, knitted, stitched, or bond fabrics are manually placed in the mould, and a brush is used to apply the resin matrix on the reinforced material. Subsequently, hand rollers are used to roll the wet composite to ensure an enhanced interaction between the reinforcement and the matrix, to facilitate a uniform resin distribution, and to obtain the required thickness. The great advantage of this method is the possibility of manufacturing large-size elements.
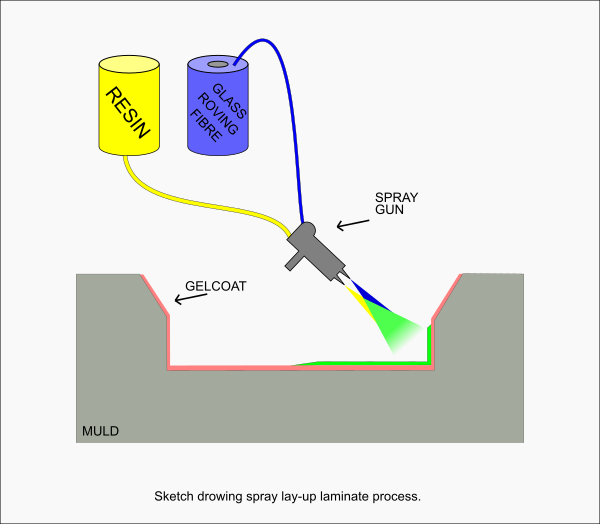
Spray lay-up process
The spray-up process has been developed along with the development of the hand lay-up techniques. In this method the handheld gun is used to spray on a combination of thermoset resin and chopped fibre at the same time. The gun has a feed of glass roving and resin. It chops the fibres, combines the fibres and resin together, and uses compressed air to deposit the composite as a spray. Excess resin and any air bubble imperfections are corrected byhand rollers. Spray lay-up techniqueshave similar advantages to hand lay-up methods, such as being able to produce large size elements, but also the ones with more complicated shapes.
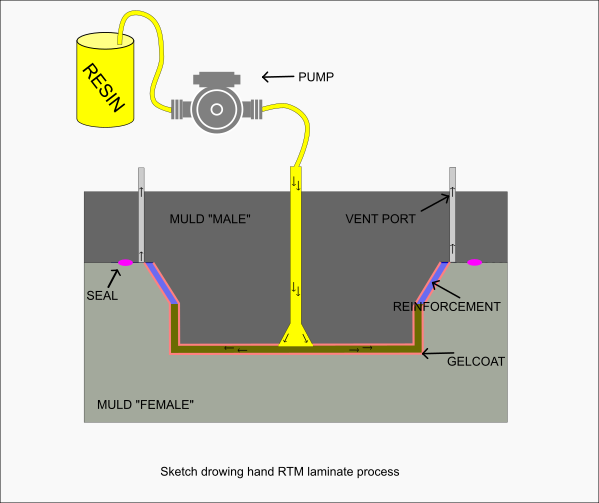
RTM (Resin Transfer Moulding)
Resin Transfer Moulding process uses a two-part, matched, closed mould that is made of metal or composite material (female) and dry reinforcement (typically a preform; fibreglass/carbon, PU and PVC foam, balsa – male) is placed into the mould, and the mould is closed. Resin and catalyst are mixed in dispensing equipment, then pumped into the mould through injection ports, following predesigned paths through the preform. The technique of RTM usually reduces voids compared to hand lay-up, and therefore increases component mechanical properties, such as strength and stiffness. The final products are also much smoother on both sides unlike the hand/spray lay-up techniques and more flexible.
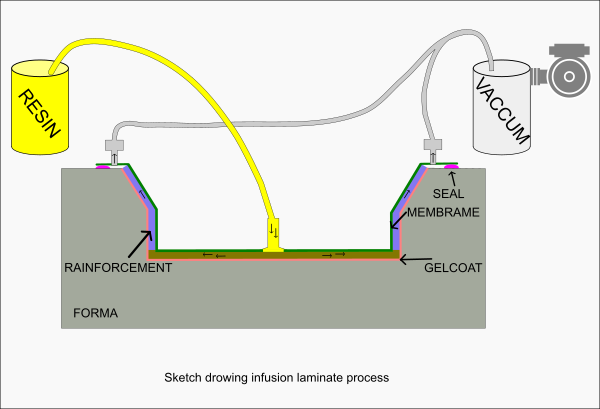
Resin infusion – Vacuum infusion
This process uses the technology ofa vacuum pump to infuse the reinforcement on the mould. In the first step, the reinforcement is laid into the mould dry; without any resin but with the sled which enhances the movement of liquids. The mould is placed in the vacuum bag and subjected to vacuum pressure using a composite vacuum pump.The mechanical vacuum enables the resin to infuse through the reinforcement. This is currently the most advanced method of manufacturing laminates. Its advantages contribute towards the light weight of the final product, consistent use of the resin, higher content of fibre reinforcement from 35% up to 55% and also durability of the product.